Hello, Ive been learning RhinoCam 2018 and UCCNC and just have a few questions I could really use help with:
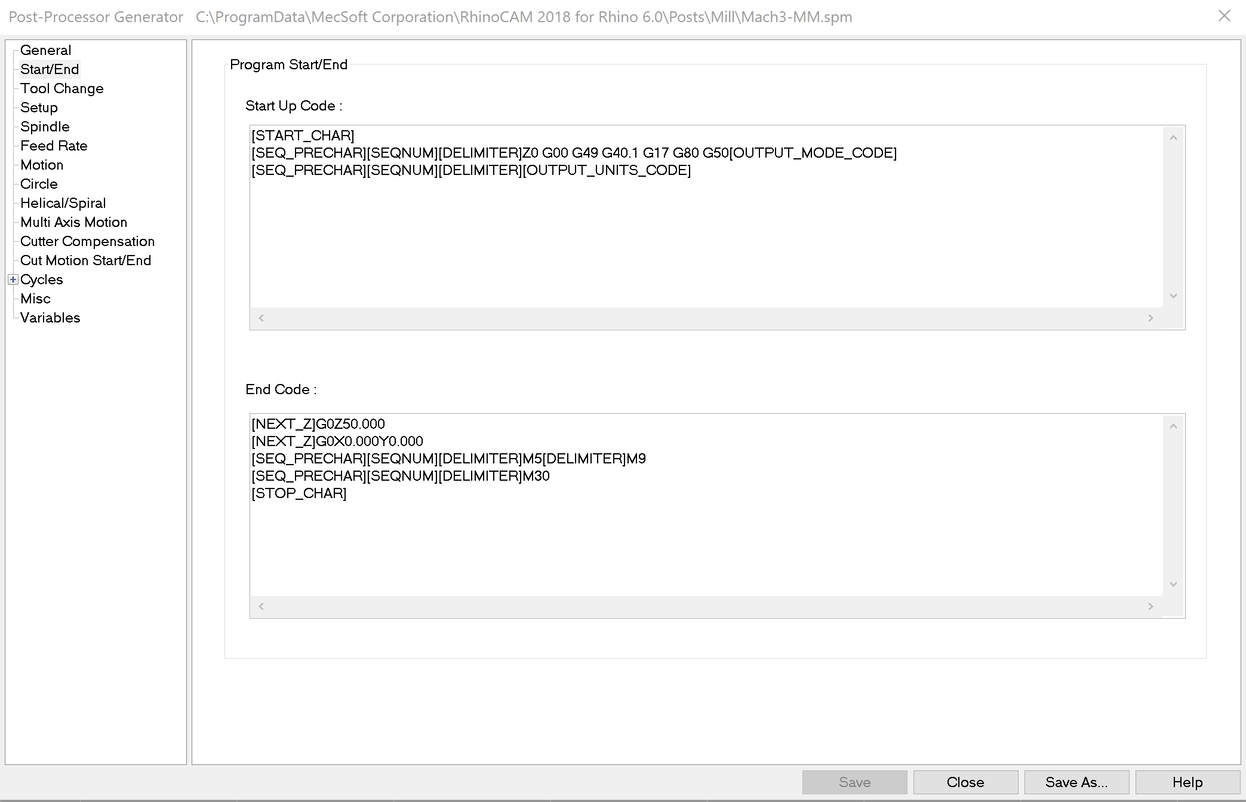
Where to instert the codes in Rhinocam post processor Mach3-mm for start the tool to safe_z_hight (50mm) and how do I program the tool to return to the CWS position at the end of the g code? I have already broken two mills because it hits the material when it starts.
I know it needs to be inserted here but I don’t know exactly what to change.
Well, I’m not sure exactly what you’re describing - all RhinoCAM operations should start with the tool height at the programmed safety Z level “Clearance plane” and end at the same level. That level should always be above the maximum rough stock height. So if the tool is hitting the work at startup, you may have the clearance plane programmed incorrectly. RhinoCAM has several settings: