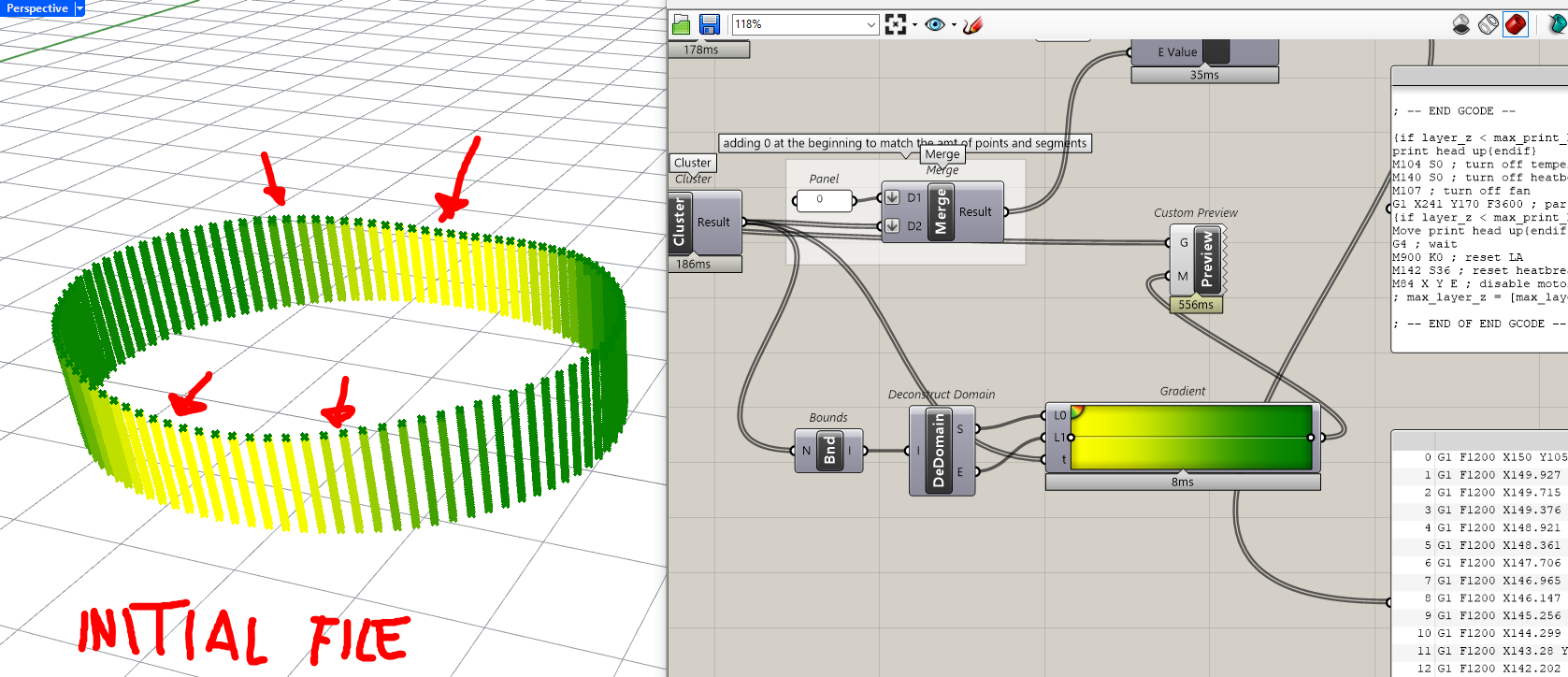
Hi, I am currently trying out non-planar printing with custom G-code on a Prusa Mk4. I am trying out the examples under Isocurves in Diego Cuevas’s book “Advanced 3D Printing with Grasshopper”. With reference this example, the layers start to misalign after reaching a certain height or towards the end of the print as shown in the images. Attached is our Grasshopper and Rhino file.
Reference Image (Cuevas and Pugliese 2020):

Failed Prints:



Files:
240425_Isocurves Non-Planar Test Print.3dm (154.3 KB)
240425_Isocurves Non-Planar Test Print.gh (81.0 KB)
For the first run using a 0.4mm nozzle with settings, a) Layer height – 0.4mm, b) Temperature - 200 degrees, c) Print Bed Temperature – 60 degrees, d) Fan Speed 30 – 40% and e) Feed Rate – 1200mm/m, we have the follow error in the print show here. The layers started misaligning around the 28th layer.

For the second run using the 0.4mm nozzle with settings a) Layer height – 0.3mm, b) Temperature - 200 degrees, c) Print Bed Temperature – 60 degrees, d) Fan Speed 30 – 40% and e) Feed Rate – 1200mm/m, we have the follow error in the print show here. The layers started misaligning around the 35th to 36th layer.

For the third run using the 0.4mm nozzle with settings a) Layer height – 0.2mm, b) Temperature - 200 degrees, c) Print Bed Temperature – 60 degrees, d) Fan Speed 30 – 40% and e) Feed Rate – 1200mm/m, we have the follow error in the print show here. The layers started misaligning around the 52nd layer.

Like to seek some help and advice on what is causing our prints to fail. I realised that the nozzle moves out of the original path, which is strange as the other layers print just fine and did not have the issue.
I also tried calibrating the machine - checking the belt tension, testing the X, Y and Z axis, there weren’t any issues detected. Any advice and help are much appreciated. Thank you.